
Textured Vegetable Protein (TVP), also known as textured soy protein or plant-based meat analogue, is a highly versatile food ingredient produced by restructuring plant proteins into a fibrous, meat-like matrix . Its ability to mimic the chewiness and mouthfeel of meat has made it a cornerstone of the modern plant-based food industry. This article provides an overview of the primary processing techniques used to manufacture TVP, with a focus on the science of extrusion—the dominant technology in the field.

1. The Core Principle: Protein Texturization
The fundamental goal of TVP production is to transform globular plant proteins (often from soy, pea, or faba bean) into a structured, anisotropic material . This is achieved by applying heat, pressure, and mechanical shear to a protein-rich mixture. These forces denature the proteins, causing them to unfold and align. As they realign, they form new cross-links, creating a continuous, three-dimensional network that traps water and air, resulting in the characteristic fibrous, spongy structure of TVP .
2. Raw Material Preparation
The quality of the final TVP begins with the raw materials. The primary ingredient is a protein-rich flour, concentrate, or isolate. Common sources include:
- Soy: The most traditional and widely used source.
- Pea: Increasingly popular due to its non-GMO status and clean flavor profile .
- Faba Bean: Gaining traction for its nutritional profile and sustainable cultivation .
- Blends: Combining different sources, such as wheat gluten with fava bean or sesame with amaranth, can create a more complete amino acid profile and unique textural properties .
These protein sources are often milled to a uniform particle size. Other ingredients, such as flours from press cakes (by-products of oil production), can also be incorporated to improve nutritional value and sustainability .
3. The Extrusion Process: Two Primary Pathways
Extrusion cooking is the heart of TVP production. A protein blend is fed into a heated barrel and conveyed by one or two rotating screws. The two main processes are differentiated by their moisture content and yield distinctly different products .

a. Low-Moisture Extrusion (Dry TVP)
This is the most common method for producing TVP as an intermediate ingredient.
- Process Parameters: The feed typically has a moisture content of 20% to 40% . The mixture is subjected to high temperatures (often 110-150°C at the die) and high mechanical shear within the extruder .
- Structure Formation: The combination of heat, pressure, and shear denatures the proteins and forms a melted dough-like mass. As this mass is forced through the die at the extruder’s exit, the sudden drop in pressure causes the entrained water to vaporize rapidly, leading to expansion . This creates a porous, spongy, and dry extrudate that requires rehydration before use in products like burgers, nuggets, and tacos .
- Key Variables: Process parameters such as barrel temperature, screw speed, and feed moisture are critical for modulating the final product’s properties, including its density, water-holding capacity, and texture (hardness, springiness) .
b. High-Moisture Extrusion (HMMA – High-Moisture Meat Analogues)
This advanced technique is used to create products that more closely resemble whole muscle meat.
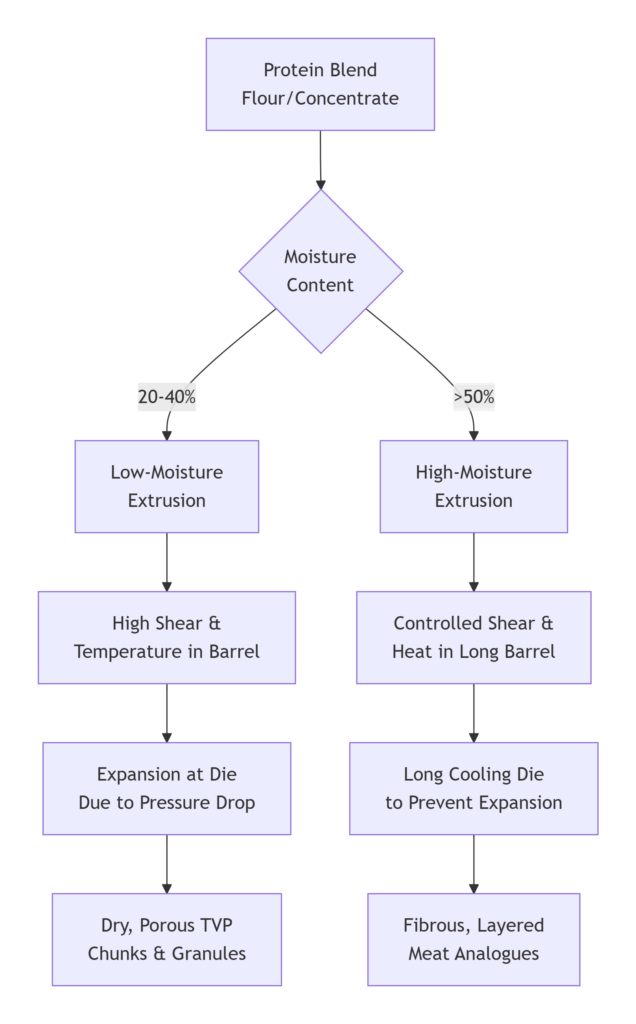
- Process Parameters: The feed moisture content is significantly higher, typically above 50% . While heat and shear are still applied, the conditions are carefully controlled to prevent the explosive expansion seen in low-moisture extrusion.
- Structure Formation: A key component is a long cooling die attached to the end of the extruder. As the protein melt is conveyed through this die, it is cooled and solidified without expanding. This controlled cooling and laminar flow through the die promotes the formation of distinct, aligned protein fibers and layers, resulting in a chewy, meat-like texture .
- Applications: HMMA products are ready-to-eat or require minimal cooking and are used in products like plant-based chicken strips, pulled pork, and deli slices.
4. The Co-Extrusion Approach
A specialized form of high-moisture extrusion is co-extrusion, where two or more protein sources are textured together in the same extruder. This is distinct from merely blending separately textured proteins. As described by GoodMills Innovation, co-extrusion allows for complex amino acid cross-linking between different protein types (e.g., wheat gluten and fava bean protein) during the process, resulting in a more stable, cohesive, and layered fibrous structure that is difficult to achieve by blending individual components .

5. Post-Processing and Quality Control
After extrusion, the TVP undergoes several finishing steps:

- Drying (for Low-Moisture TVP): The expanded extrudate is dried to a low moisture content (typically 6-10%) to ensure shelf stability.
- Cooling: All products must be cooled to stabilize their structure.
- Milling and Sizing: The TVP is milled or cut into specific sizes, ranging from fine granules for burgers to larger chunks for stews or flakes for pulled-style products .
- Quality Control: Throughout production, rigorous checks are performed. These include measuring bulk density, rehydration ratio, water and oil holding capacity, and texture profile analysis (hardness, chewiness, springiness) to ensure the product meets its specifications .
In summary, the production of textured vegetable protein is a sophisticated interplay of materials science and process engineering. By manipulating raw material blends and precisely controlling extrusion parameters—especially moisture, temperature, and shear—manufacturers can create a vast array of structured proteins that form the foundation of the growing plant-based food sector.